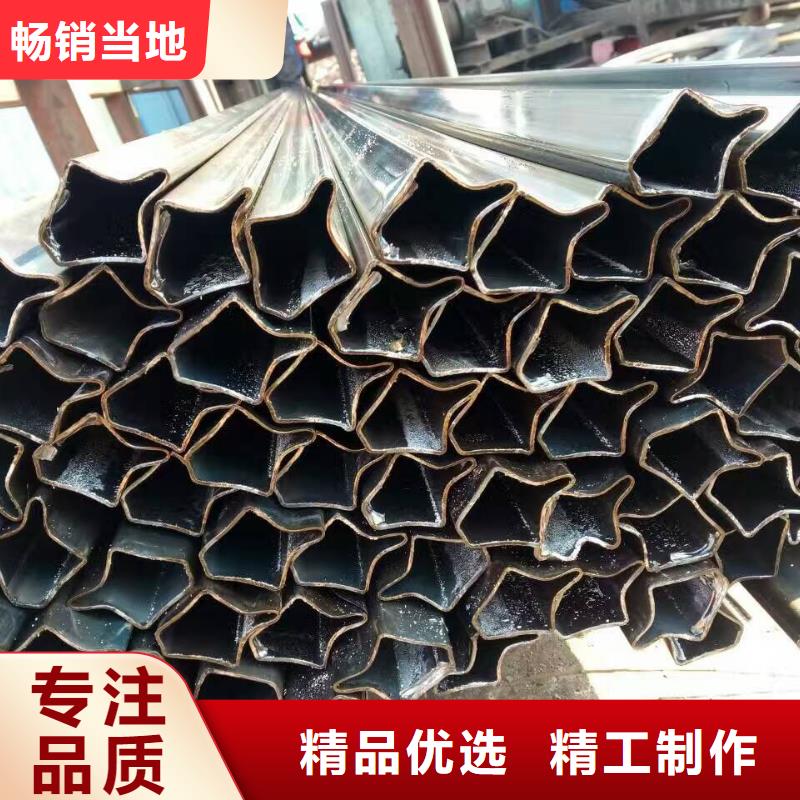
想要更直观地感受东明 当地 异型管 八角无缝管细节决定品质产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:东明东明 当地 异型管 八角无缝管细节决定品质的图文介绍


东明异型管对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
东明异型管采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
东明异型管在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
东明异型管价格有上升的改善趋势,建筑工地如期复工。是复工后受市场赶工的影响,钢铁需求会出现补偿性消费,可以实现库存快速去化。是为了对冲疫情对经济的影响, 会出台对冲政策,加大基建端的投入和房地产限制政策边际放松,这都将带动用钢需求改善。
但事实上,难以支撑实现高强度的复工。而各地出台的所谓房地产刺激政策也都是以对冲疫情为主,主要是保障房地产企业的现金流,而主要的房地产限购和对房企的融资限制并没有放松。



钢管:外径6mm-1220mm*壁厚0.4mm-110mm
圆钢:外圆8mm-300mm
钢板:厚度0.4mm-110mm*宽度1250mm*4000
东明异型管的防腐处理方法都有什么?公司常年销售异型管,异型钢管,异形钢管,无锡异形管,八角钢管,六角钢管,三角钢管、无锡异形钢管、无缝方形、矩形、锥形、梯形、及其它复杂断面的异型管材。主要产品:冷拔无缝钢管和异型钢管,非标异型钢管等按客户需求可定做,材质有10#、20#、35#、45#、20cr、40cr、20crmo、40crmo,有缝和无缝异型管,按客户标准生产。
东明异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。
防腐处理方法
用沥青漆涂在异型管层
水泥砂浆内衬+特殊涂层
用环氧煤沥青涂异型管层
环氧陶瓷内衬
铝酸盐水泥涂层和硫酸盐水泥涂层
用聚氨酯涂异型管层

东明异型管粗糙的研磨和机加工。研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,椭圆管重焊前清理焊缝缺陷或清除多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
东明异型管焊接引弧斑痕。椭圆管焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,椭圆管留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
东明异型管焊接飞溅。焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以消除飞溅物的附着力。椭圆管焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。


东明异型管气体保护焊是利用外加气体作为保护介质的一种电弧焊的方法,异型管采用气体保护焊具有以下特点:(一)焊接过程操作方便,没有熔渣或很少有熔渣,焊后基本上蒙不需清渣;(二)气体保护焊电流密度大、弧光强、温度高,且在高温电弧和强烈的紫外线作用下产生高浓度有害气体,所以特别要注意通风;(三)有利于异型管焊接过程的机械化和自动化,特别是空间位置的机械化焊接;(四)引弧所用的高频振荡器会产生一定强度的电磁辐射,接触较多的焊工,会引起不适症状;(五)在室外作业焊接异型管时,需设挡风装置,否则气体保护效果不好,甚至很差;(六)电弧和熔池的可见性好,焊接过程中可根据熔池情况调节焊接参数;(七)电弧在保护气流的压缩下热量集中,焊接速度较快,熔池较小,热影响区窄,异型管焊后变形小。



您购买 D形钢管、优秀的业务合作伙伴,我们拥有专职的技术人员为您提供售前丰富的 D形钢管、产品介绍、售中给您专业的建议、售后施工指导等服务,乐道精密钢管厂家有限公司一直在您身边,带给您性能优越、品质可靠且环境友好的 D形钢管、产品。


另一方面大力支持创业平台建设与职工实现自主创业,培育适应普通职工特点的创业载体,把返乡创业试点的范围扩大到多个地区,通过加大专项的建设基金投入等的方式培育出接续的产业,引导广大职工就地就近创业和就业。
东明异型管加大对去产能的异型管企业奖补支持力度,对于引导企业主动退出其产能,适当的提高奖补相关标准。主动提出多退政策,超出预期的目标实行阶梯式的奖补等诸多方式。同时制定出解决企业欠缴社保费的经济补偿金类政策与社保接续,降低企业的社保费率。
东明异型管厂家拉伸试验主要有以下步骤:
东明异型管用刻线机在原始标距范围内刻划圆周线,将标距内分为等长的10格。用游标卡尺在试件原始标距内的两端及中间处两个相互垂直的方向上各测一次直径,取其算术平均值作为该处截面的直径,然后选用三处截面直径的小值来计算试件的原始截面面积;







 扫一扫
扫一扫